- 课程详情
- 学校环境
- 政府补贴




东莞莞城哪里可以学二保焊?(学多久)
二保焊电流电压调节技巧
焊接电流是影响焊接接头质量和生产率的主要因素。电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。一般,细焊条选小电流,粗焊条选大电流。
立焊、横焊、仰焊时,焊接电流要比平焊电流小10%~20%。不锈钢焊条、合金钢焊条因电阻大,热膨胀系数较高,焊接电流大时,焊条会因发红使药皮脱落,影响焊接质量。在施焊中,焊接电流要
二保焊的电流电压调节顺口溜
焊接在焊接电流一定时,送丝速度越快则焊接深度越小,焊接电压越大则焊接深度也越小;在电流一定情况下,电压和送丝速度应反向调节。若焊丝是ф1、2;则电压为18V,送丝速度为60CM/MIN,一般调机只动电压。二保焊焊缝外表质量要求
1、焊缝应过渡光顺,不能突变<90°过渡角度。2、焊缝直线度,任何部位在≤100mm内直线度≤2mm。
3、角焊缝K值公差为物件板厚≤4mm时0.9K0≤K≤K0+1;物件板厚>4mm时0.9K0≤K≤K0+2。(K0为设计焊脚尺寸)
4、焊缝高低差在长度25mm,其高低差应≤1.5mm。
5、焊缝不允许低于工件表面及裂缝和尚未熔合的缺陷存在。
6、焊缝咬边:当板厚≤6mm,d≤0.3mm局部,d<0.5mm;当板厚>6mm,d≤0.5mm(d为咬边深度)
7、全部焊接缺陷允许进行修补,修补后应打磨光顺。
8、多道焊缝表面堆叠相交处下凹深度应≤1mm。
9、部件物材为铸钢件时,焊后必须经550℃退火处理,以消除应力。


查询广东各市/镇校区
其它课程查询
热门资讯
- 2602
- 2
- 21
- 22
- 23




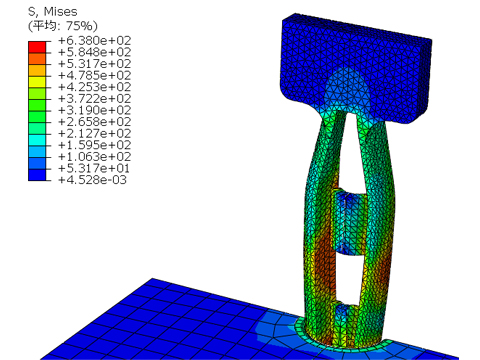
- 如何解决abaqus分析不收敛的问题?2024-01-05
- CAD绘图技巧2021-01-21
- 学习creo的几点心得2021-01-21
- solidworks钣金K因子与钣金参数设置2021-01-21
- 万用表的使用及各功能详解2021-01-21
- 转动管的焊接技术2021-01-21

学校信息
广东信科教育集团,是一家专注职业技能、资格证等为一体的大型综合教育机构,18年办学经验,在全国与20多家职业院校全面合作,提供教学设备与教学服务,为企业培养实用型高技能人才. 学校开设:电工培训、焊工培训、PLC培训、工业机器人、CAD制图、SOLIDWORKS、CREO、Abaqus、Ansys、Rhino等课程.....
热点排行



预约免费试听
只要一个电话
我们免费为您回电